





某抽水蓄能机组盘车失败原因分析
某抽水蓄能机组在发电机单独盘车过程中,进行了14次盘车,刮磨卡环8次,机组轴线变幻无常。根据上述异常情况,对可能因素进行分析如下:
1. 首次盘车摆度较大的可能原因
1)轴心线与推力头下平面不垂直;
2) 镜板上下平面不平行;
3)被重新送广船加工过的推力头上平面未能达到设计要求,其一是不平度>0.02mm;其二是与孔轴线垂直度超差。
根据以往经验,以上偏差均可利用刮削卡环(或处理推力头接合面)的办法进行调整。
2. 首次盘车前检查了推力头与卡环之间无间隙,根据下端轴下法兰处最大摆度进行了研刮;继续盘车发现:
1)大轴摆度数据无太大变化;
2)推力头与卡环之间产生间隙。
推力头与卡环之间之所以产生间隙,主轴过盈量太大使得推力头与轴抱的太紧可能是其主要原因。
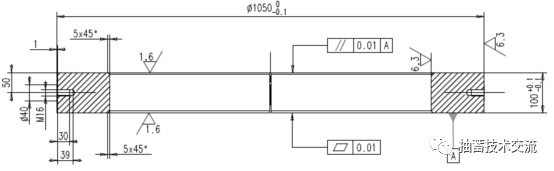
厂家确认大轴直径为φ870.15mm,与设计图纸标示的φ870h7,明显不符,而且与其他各台机组比较其过盈量确是最大的。
推力头孔径为,实测为φ869.78~φ869.83mm(ALSTOM确认推力头孔径为φ869.80mm),是符合设计要求的;即设计最大过盈量为:φ870.0-φ869.80=0.20mm;最小过盈量为:φ869.91-φ869.80=0.11mm。实测轴颈的过盈量φ870.15-φ869.80=0.35mm显然是偏大的。
根据以往的实践经验,如另个一个抽水蓄能电站主轴为φ595mm,要求按推力头内孔实际加工直径过盈0.10~0.13mm控制。因此,建议主轴的过盈量按0.10~0.15mm控制,即当主轴轴颈为φ870.15mm时,推力头内孔直径应控制在为宜,至多按控制。

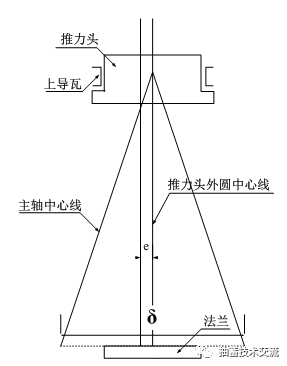
3. 如若推力头外圆与内孔不同心,也会影响盘车测量及摆度的计算,如下图所示,设推力头外圆与内孔(即主轴轴心)的偏心距为e,盘车时上导轴瓦在推力头的外圆上,这样,外圆之中心就成为盘车时主轴的旋转中心,而主轴中心则以偏心距e为半径绕外圆中心转动。偏心距e对法兰处所测的轴中心的摆度:
δ=σ+2e
式中:δ----法兰处全摆度测值;σ----主轴轴线与推力头摩擦面不垂直造成的全摆度,也就是卡环刮磨的参照值。
因此,在计算卡环最大刮削量时,剔除偏心距e(或不同心度)的影响,其计算结果才是正确的。所以,热套推力头之前,先检测推力头外圆与内孔的不同心度;或热套推力头之后,用测圆架检测推力头外圆与轴心的偏心距e,是完全必要的。
因此,还应再次校核推力头外圆(即上导瓦抱轴处)与内孔的同心度,误差应≤0.02mm。
其他问题
1. 卡环经多次刮磨,其上下平面的平面度已经与设计要求相去甚远,如若未进行高精度加工处理是难以再继续使用的。
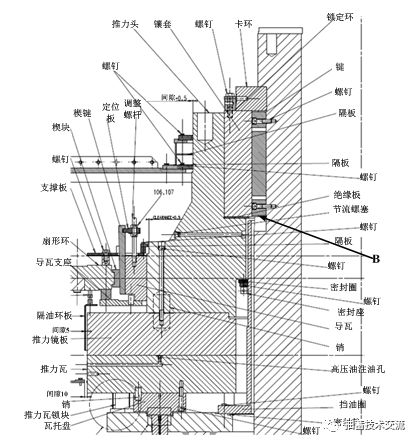
2.由于推力头与主轴存在过盈量,在刮磨卡环后应采取推力头加温未冷却的同时,即装入卡环并转换转子重量,使推力头上平面与卡环紧密接触无间隙,才可能收到纠正转动平面与轴线不垂直的效果。因此,推力头在热状态下的上平面不应阻碍卡环入槽。如若由于加工误差出现这种情况,也只能对推力头内孔下部(见图4之“B” )进行切削加工,而不应加工推力头上平面。
3.当然,刮磨后卡环的局部高点也是一个可能影响盘车摆度的因素,必须严格执行每刮完一遍就重新涂一层蓝丹,用平板推磨检验并用砂布、细油石磨平高点的工艺措施。
4.同时,还注意到,推力头与卡环接触的结合面加工十分粗糙,应要求进行精磨达到与卡环相同的精度▽1.6而不应是▽6.3。

 分享
分享
图片新闻








最新活动更多
-
即日-6.20立即申报>> 维科杯·OFweek 第十一届太阳能光伏行业年度评选
-
免费下载立即下载>> 前沿洞察·2025中国新型储能应用蓝皮书
-
7月30日免费参会>> OFweek 2025光伏储能工业应用场景专场研讨会
-
7月30日免费参会>> OFweek 2025工商业光储招商会及高耗能企业需求对接会
-
7.30-8.1预约参观>> 2025WAIE-光伏储能应用大会暨展览会
-
7月31日预约参会>> OFweek 2025(第十六届)太阳能光伏产业大会
编辑推荐
- 1 募资245亿 毛利率近60% 这家新能源“巨头”正在冲击上市
- 2 风电走出“内卷”大回暖!两大风机龙头恢复增长合计盈利23.25亿
- 3 揭秘 | 破除碳壁垒?江苏绿电直连试点背后的多方博弈
- 4 虚拟电厂红利期已到!比 2009 年淘宝更猛!
- 5 两部委助力虚拟电厂:鼓励民营企业参与,符合条件可获资金支持
- 6 中国风电出口猛增41.7% 金风科技贡献近半
- 7 两部委罕见发文,虚拟电厂迎来爆发期?
- 8 末日倒计时?科学家揭秘太阳随时会剧烈爆发,人类将面临全球断电断网
- 9 245亿超大募资!毛利率高达60%,年赚超80亿,这个新能源巨头真是香饽饽?
- 10 用AI革新电站建设,获软银1.3亿美元融资



发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论